⏩ TL;DR: WirelessHART vs HART - which do I choose?
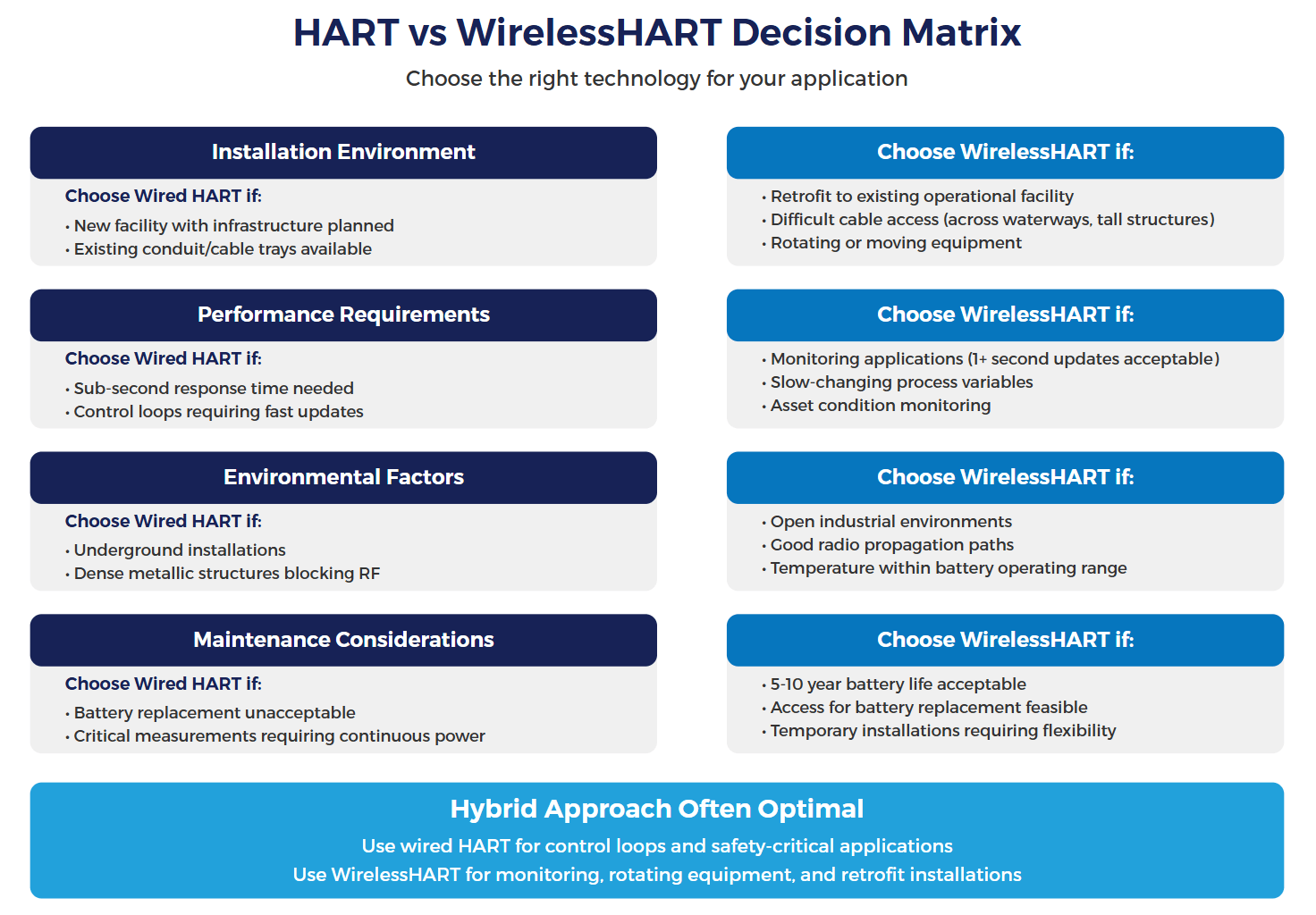
- The Short Answer: Choose wired HART for new facility construction, high-speed control loops, or safety-critical systems where deterministic, sub-second latency is non-negotiable. Opt for WirelessHART for retrofits, rotating equipment, or monitoring points where cabling costs outweigh the 5–10 year battery maintenance cycle. Both protocols are application-layer compatible, allowing for seamless hybrid deployments
The £150-per-metre Reality of Industrial Cabling
Every 100 metres of IS-rated shielded twisted-pair cable in a hazardous area brings a hidden cost: GL32 glands, galvanised conduit, specialist labour to thread it through a plant that was never designed to accommodate it.
On a greenfield build, that’s a line item in the project budget. On a retrofit, it’s often the reason the project never gets signed off.
WirelessHART wasn’t designed to replace the 4-20mA loop for control. It was developed to recover the monitoring data that stays stranded in the field because the cost of copper is too high to justify running it. But moving from a physical wire to an IEEE 802.15.4 mesh introduces a new set of variables to manage: TDMA slot timing, multi-hop packet routing, and the finite electrochemistry of lithium thionyl chloride batteries.
After implementing both wired and wireless HART systems across oil and gas, petrochemical, and industrial automation facilities, I’ve learned that the right choice depends entirely on your operational constraints, not general technology preferences.
That’s the honest framing for everything that follows.
Table of Contents
HART 101: Why 50% of global field devices still run on a 1980s protocol
HART has survived four decades of industrial automation because it solved a problem that nobody has needed to solve again.
The protocol superimposes a low-level digital signal onto the standard 4-20mA current loop using Bell 202 frequency-shift keying: 1,200 Hz for a logic 1, 2,200 Hz for a logic 0. The analogue signal keeps running underneath, providing the primary process variable to the control system without interruption.
The digital layer adds bidirectional communication for configuration, diagnostics, and secondary process variables, all over the same two wires that were already in the ground.
That dual-mode operation is why HART became the dominant digital protocol in process instrumentation.
The FieldComm Group estimates that approximately 50% of all installed field devices globally support HART, making it the most widely deployed digital protocol in process automation. Plants could gain smart instrumentation capability without replacing existing control infrastructure or re-cabling.
Wired HART uses token-passing for medium access control. In point-to-point configuration, a single master polls the field device. In multi-drop, the master polls each device in sequence. When a device receives the token, it transmits.
This deterministic approach means every device gets its communication slot without collision, and the control system knows exactly when data will arrive.
That predictability is what matters for process control. It is also what WirelessHART gives up in exchange for removing the cable.
Mesh vs. Loop: What actually changes when a router fails?
WirelessHART keeps the HART command layer intact.
The same Device Descriptions, the same command set, the same configuration tools.
What changes completely is everything below that: the physical layer, the data link layer, and the network architecture.
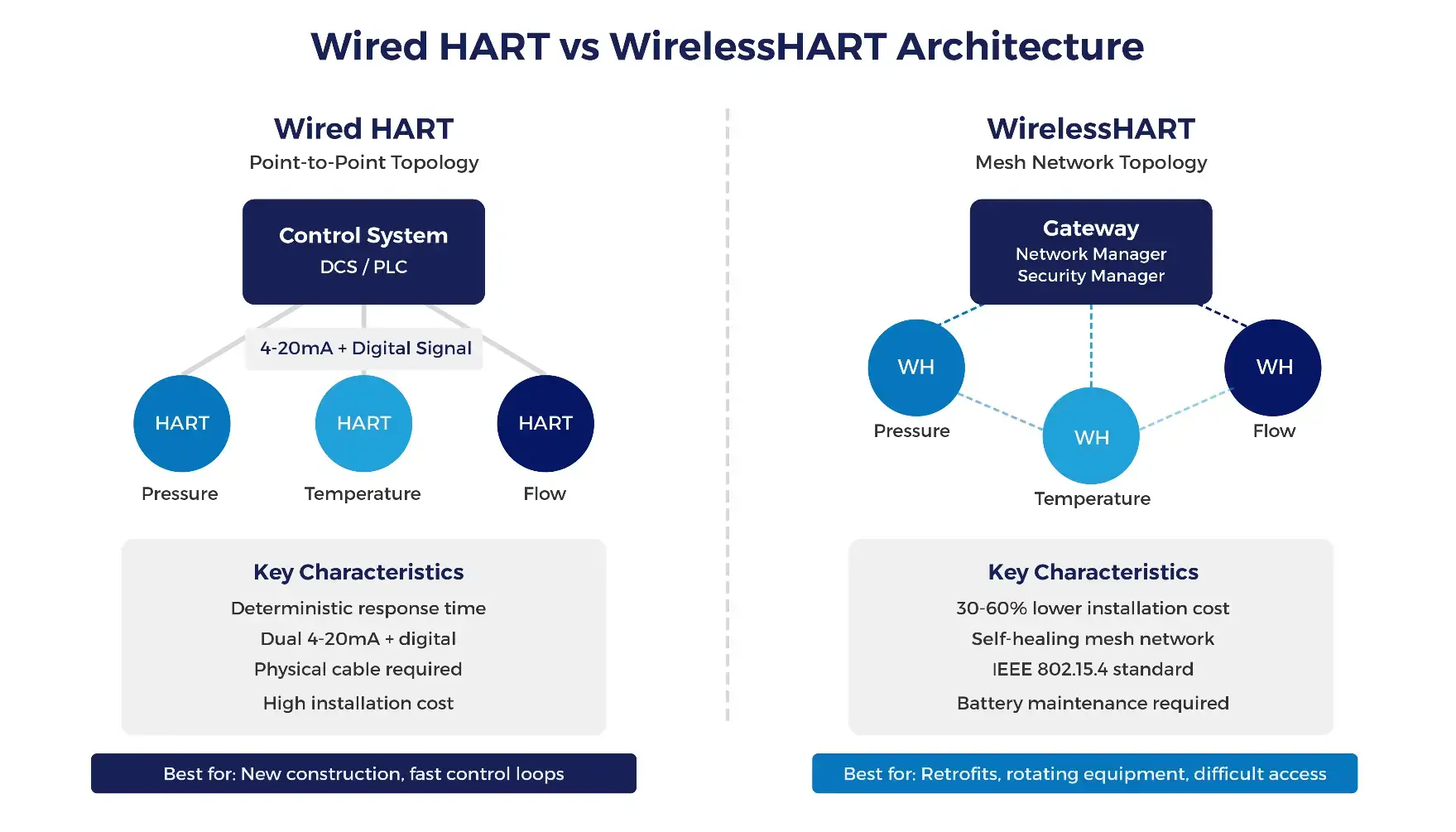
The protocol operates in the 2.4 GHz ISM band using IEEE 802.15.4 standard radios. Instead of token-passing over copper, it uses Time Division Multiple Access (TDMA).
The network manager divides each second into 100 timeslots of 10 milliseconds each and assigns specific slots to specific devices. No device transmits until its slot arrives. This eliminates data collisions, but it means a field device cannot send an urgent reading the moment something changes. It waits for its slot.
For a slow-moving temperature variable on a storage tank, a 4-second update cycle is entirely adequate. For a pressure surge line feeding a control loop, it is not.
That single constraint rules out WirelessHART for a substantial category of process control applications before you even get to the site survey.
Where the mesh architecture earns its cost
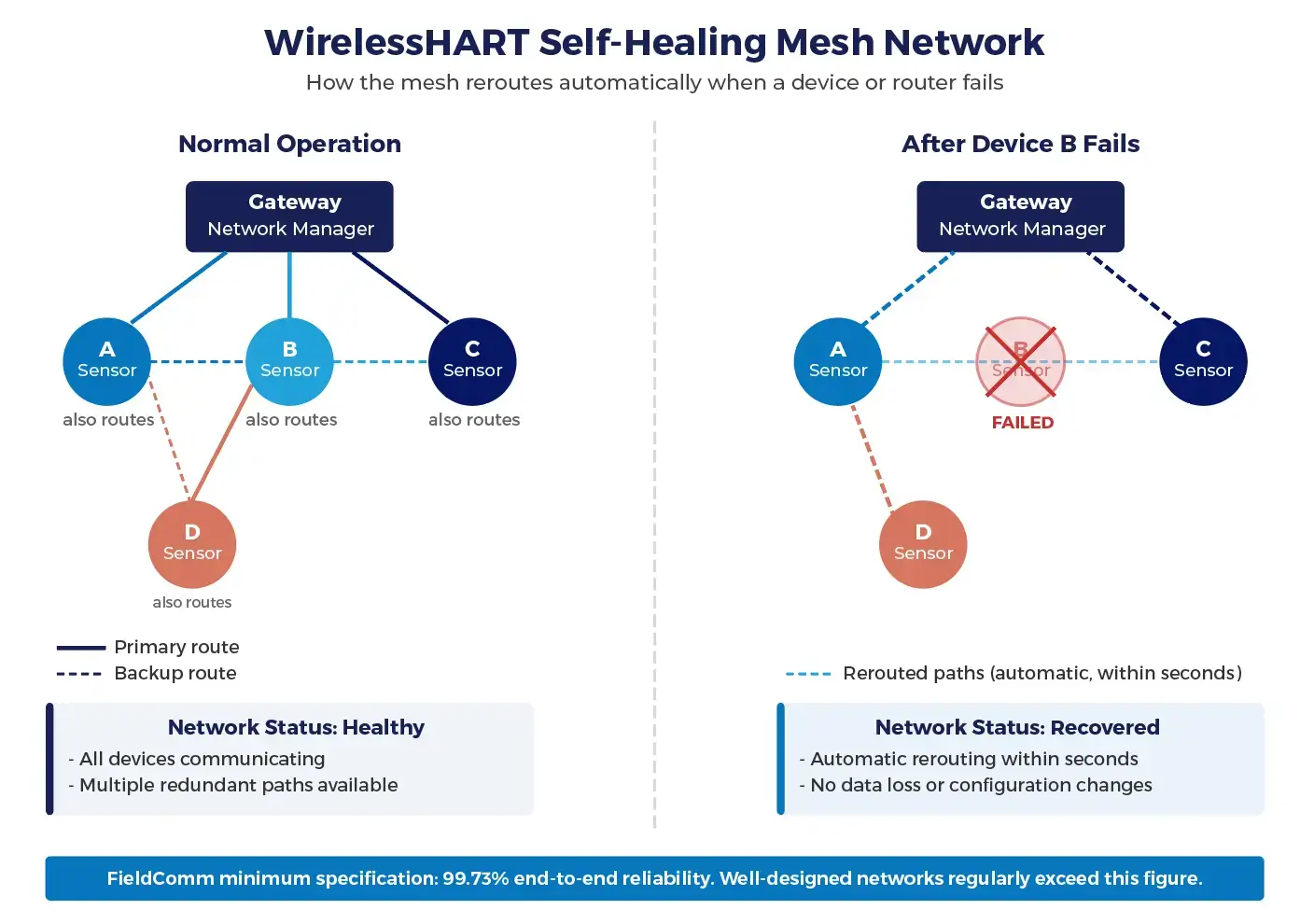
Every WirelessHART device acts as a router. Device A does not need line-of-sight to the gateway. It transmits to Device B, which forwards to Device C, which reaches the gateway. Multiple paths exist simultaneously. If a forklift parks in front of Node B, the network reroutes through Node D within seconds.
The FieldComm Group specifies minimum end-to-end reliability of 99.73% for a compliant network, with well-designed installations regularly exceeding 99.9999998%.
Channel hopping adds a further layer of resilience. WirelessHART cycles across 15 channels within the 2.4 GHz band. Each transmission hops to a different channel following a predefined sequence known to both transmitter and receiver.
If interference degrades one channel, only that individual transmission is affected. The automatic repeat request mechanism retransmits on the next hop.
Security that can't be switched off
This is worth stating plainly because it is often misunderstood. WirelessHART security is not a configuration option. It is mandatory at every layer:
- Every packet is AES-128 encrypted, the same standard the US National Security Agency uses for top-secret classification.
- Individual join keys control network access. A rogue device cannot authenticate into the mesh without a valid key.
- Each packet carries a Message Authentication Code (MAC) to detect and reject any man-in-the-middle tampering.
As an Analog Devices Design Partner, we build on ADI’s pre-certified WirelessHART modem as standard. The AES-128 encryption is implemented at silicon level. There is no configuration path that disables it, which matters considerably when you are putting wireless infrastructure into a Zone 1 or Zone 2 hazardous area.
Installation Economics & The 30-60% CAPEX claim: what it costs you over ten years
The FieldComm Group’s figure of 30-60% lower installation costs for WirelessHART retrofits is accurate, but only for the installation itself. The total cost picture over a ten-year asset life looks different.
The CAPEX saving is real on retrofits. IS-rated shielded cable in a hazardous area runs £150-£200 per metre installed, and that is before you account for conduit, glands, and the specialist labour to pull it through a live plant. Remove that cable run and the saving is substantial.
Two factors erode it.
The adapter route. You do not always need new wireless devices. WirelessHART adapters connect to existing 4-20mA instruments and extract the digital HART data that is currently trapped. The wired loop keeps running for control; the wireless mesh carries secondary diagnostics and condition monitoring data into your asset management system. For a plant with hundreds of installed HART-capable devices that have never had their digital layer interrogated, this is often the most cost-effective deployment path.
The battery debt. Most WirelessHART field devices run on Lithium Thionyl Chloride (Li-SOCl₂) cells. Manufacturer datasheets quote ten-year battery life, but that assumes a specific update rate and ambient temperature.
The reality:
| Update rate | Indicative battery life (Li-SOCl₂) |
|---|---|
| 1-second updates | Under 2 years Plan replacements |
| 8-second updates | 4–6 years Monitor closely |
| 1-minute updates | 8+ years Manageable |
Indicative figures at 20°C. Cold climates reduce effective capacity. Model against your actual update rate and minimum site temperature before specifying battery life for a project.
Cold climates compound this.
A device operating at -10°C UK winter conditions will see measurable capacity reduction compared to a datasheet figure derived at 20°C. If your devices are on a rooftop, a flare stack, or exposed pipework in northern Scotland, build that degradation into your maintenance schedule before you commit to wireless.
For devices in genuinely inaccessible locations, the battery replacement cost often justifies wireless anyway. But for devices that require scaffolding, confined space entry, or hot work permits to access, factor that cost in before the project gets signed off, not after the first replacement cycle arrives.
The Faraday cage problem: why your mesh needs a site survey before you commit
Industrial plants are not open fields. They are steel pressure vessels, congested pipe racks, reinforced concrete structures, and moving cranes, all of which interact with 2.4 GHz radio in ways that are difficult to predict from a drawing.
The Faraday cage effect is the most common cause of WirelessHART deployment problems. A large metallic vessel does not just block line-of-sight. It absorbs and reflects RF energy, creating shadow zones and multipath interference that can isolate devices even when they appear physically close to the gateway. A new vessel installed after commissioning, a repositioned crane, a temporary storage tank: any of these can fragment a mesh that was working correctly.
This does not mean WirelessHART cannot work in complex environments. It means the mesh has to be designed for that environment, not placed and hoped for.
The practical requirements:
- Device density. Sparse networks with long hops between devices have fewer alternative routing paths. When one node fails or is shadowed, isolation is more likely.
- Dedicated repeaters. In environments with known radio shadows, repeaters provide routing capacity without consuming measurement bandwidth. They add cost and require power, which should be in the project budget from day one.
In our experience, deploying WirelessHART networks across oil and gas, petrochemical, and industrial automation facilities, a radio site survey is the single most effective way to avoid expensive post-commissioning remediation. You cannot install devices in a complex metallic environment and assume the mesh will sort itself out. Facilities with challenging radio geometry need dedicated repeaters designed into the network from the outset, not bolted on after the first connectivity complaint.
Wired HART has none of these dependencies. Cable integrity is the only variable. That simplicity has genuine value in environments where radio propagation is difficult to characterise and expensive to retrofit around.
For the RF and enclosure challenges involved in achieving certified IS wireless performance specifically, our ATEX Zone 0 data collector case study covers what antenna tuning in a hazardous area enclosure actually involves in practice.
Can you trust a 4-second update for a surge line?
Communication latency differs substantially between wired and wireless implementations. Wired HART devices can respond within milliseconds when polled. WirelessHART devices must wait for their assigned timeslot, introducing latency typically measured in seconds.
For most process monitoring applications, this latency difference proves irrelevant. Process variables like temperature and pressure change slowly relative to update rates measured in seconds. A control loop expecting 1-second updates instead of 100-millisecond updates continues to function effectively.
However, applications requiring fast response become problematic with WirelessHART. Alarm conditions that need immediate reporting must wait for scheduled transmission opportunities. Safety instrumented systems typically exclude wireless instruments for this reason. The deterministic response time of wired instruments proves essential for safety-critical loops.
Burst mode behaviour also differs fundamentally between wired and WirelessHART. Wired HART burst mode allows devices to continuously transmit process values without being polled. Each device with the token sends its burst data at the configured interval. The protocol ensures no collisions through token coordination.
WirelessHART burst mode requires negotiation with the network manager. For example, you may configure a device to report every 16 seconds, but actual reporting depends on bandwidth availability. If network congestion prevents 16-second reporting, the device continues requesting this interval whilst accepting whatever slots the network manager actually allocates.
This flexibility ensures network stability but creates less predictable update rates.
Where copper wins: The 3 scenarios where wireless is a liability
WirelessHART is not a universal upgrade. There are three application categories where wired HART remains the correct engineering choice regardless of installation cost.
- Safety Instrumented Systems. SIS applications require deterministic, continuous communication that a TDMA mesh cannot guarantee. Most functional safety standards, including IEC 61511, do not recognise WirelessHART as suitable for safety loops. If your application requires SIL-rated instrumentation, the cable stays.
- High-speed control loops. Any loop requiring sub-second response times is outside WirelessHART’s operating envelope. The 4-second minimum update cycle is a protocol constraint, not a configuration option.
- Electrically noisy or RF-hostile environments. Some plant environments generate interference that overwhelms the 2.4 GHz band regardless of channel hopping. Variable speed drives, induction heaters, and certain welding equipment can create interference profiles that make reliable mesh operation impractical. A site survey will identify this, but if the interference source cannot be mitigated, wired HART is the answer.
| Traditional Wired HART | Wireless Mesh WirelessHART | |
|---|---|---|
| Physical Layer | 4-20mA current loop with superimposed Bell 202 FSK digital signal | IEEE 802.15.4 radio in the 2.4 GHz ISM band |
| Response Time | Advantage Sub-second, deterministic. Suitable for control loops. | Limitation Minimum ~4 seconds (TDMA slot timing). Not suitable for fast control loops or SIS applications. |
| Installation Cost | Higher on retrofits IS-rated cable: £150-£200/metre installed, plus conduit, glands, and specialist labour. | Advantage on retrofits 30-60% lower installation cost on retrofits by eliminating cable runs. Greenfield savings are smaller. |
| Ongoing Maintenance | Advantage Loop-powered. No batteries. Maintenance limited to cable and connection integrity. | Plan carefully Li-SOCl₂ batteries require replacement every 2-10 years depending on update rate and temperature. Factor access cost into the project budget. |
| Network Resilience | Point-to-point or multi-drop. Single cable failure isolates that device. | Advantage Self-healing mesh with multiple redundant paths. FieldComm-specified minimum reliability: 99.73%. |
| Security | Physical security only. No protocol-level encryption on the wire. | Advantage Mandatory AES-128 encryption, per-device join keys, and Message Authentication Codes. Cannot be disabled. |
| ATEX / Hazardous Area | Well-established. IS-rated cables and barriers are standard practice. | Certifiable for Zone 0, 1, and 2. Explosion-proof enclosures attenuate 2.4 GHz signal — external IS-rated antennas typically required. |
| Safety Loops (SIS) | Suitable Deterministic communication. Compatible with IEC 61511 SIL-rated applications. | Not suitable TDMA architecture cannot provide the determinism required for SIS. IEC 61511 does not recognise WirelessHART for safety loops. |
| Legacy Integration | Native. Same 4-20mA infrastructure already installed across most process plants. | Flexible WirelessHART adapters connect to existing 4-20mA HART instruments. No need to replace installed devices. |
| Best Fit | New builds, control loops, SIS, RF-hostile environments, high-speed process variables. | Retrofits, rotating equipment, remote monitoring points, hard-to-access locations, asset management data extraction. |
Installation cost data: FieldComm Group. Reliability specification: FieldComm Group WirelessHART standard. For help selecting the right approach for your facility, see our WirelessHART development and certification service or request a feasibility study.
Will it talk to my AMS? Integrating WirelessHART into a hybrid plant
The most practical deployment model for most brownfield sites is not a wholesale switch to wireless. It is a hybrid: wired HART handling control loops and safety-critical measurement, WirelessHART covering monitoring points, rotating equipment, and any location where cable cost or access makes wired impractical.
Because both protocols share the same HART command layer, integration with asset management systems such as Emerson AMS or ABB Asset Vision is straightforward. A WirelessHART gateway presents wireless devices to the host system using standard HART commands. From the AMS perspective, a wireless pressure transmitter looks identical to a wired one.
WirelessHART adapters extend this further. Existing 4-20mA HART-capable devices that have never had their digital layer interrogated can feed condition monitoring data into the AMS via the wireless mesh, without touching the wired control loop. For plants with hundreds of installed but digitally dormant HART instruments, this is often where the real return on wireless investment sits.
Our WirelessHART development and certification service covers feasibility assessment through to full FieldComm certification, including hybrid network architecture and ATEX compliance for hazardous area deployments.

WirelessHART vs HART - The decision in plain terms
Wire it if you are building new and cable infrastructure is going in anyway. Evaluate WirelessHART adapters if you have a plant full of HART-capable instruments collecting data that nobody is currently reading. Rule wireless out entirely if your application touches a safety loop or needs sub-second response, no cost argument overrides those constraints.
Everything else sits in the middle, and the middle is where getting the feasibility work right matters. Update rate, radio environment, battery access, and ATEX classification all affect the outcome. Getting those variables mapped before you commit to an architecture is considerably cheaper than discovering the mesh has coverage gaps six months after commissioning.
Not sure which way to go? Let's work it out.
FAQs
WirelessHART vs ISA100 - which wireless protocol should I specify?
Both are IEC-ratified industrial wireless standards. WirelessHART is IEC 62591, ratified in 2010. ISA100.11a is IEC 62734, ratified in 2014. For most process automation applications, WirelessHART is the practical choice: it has broader manufacturer support, a larger installed base, and direct backward compatibility with the 25 million-plus wired HART devices already in service globally. ISA100 offers more flexibility for multi-protocol industrial IoT applications but lacks the same depth of HART instrument integration. If your plant runs HART instrumentation and you are evaluating wireless, WirelessHART is the default unless you have a specific reason to evaluate ISA100.
How many devices can a WirelessHART network support?
A single WirelessHART gateway typically manages networks of 100 or more field devices, but bandwidth is finite. The practical limit depends on your update rates. A gateway handling 100 devices all reporting every 4 seconds is working considerably harder than one managing 100 devices on 1-minute cycles. For large installations, the standard approach is to segment the plant across multiple gateways, each assigned to a process unit, rather than pushing a single gateway to its limits. If device count, update rate, or plant layout is complex, that is exactly the kind of variable a feasibility assessment should model before you commit to a network architecture.
Can WirelessHART coexist with plant-wide Wi-Fi?
Yes, through channel blacklisting. WirelessHART's channel hopping algorithm identifies congested channels and avoids them. In practice, heavy Wi-Fi traffic does not block the mesh but it forces more retransmissions, which increases power consumption and shortens battery life faster than most maintenance schedules account for. Map your Wi-Fi channel usage before deploying the mesh and blacklist overlapping channels in the network manager configuration.
Can I retrofit existing 4-20mA HART instruments into a WirelessHART mesh?
Yes, via WirelessHART adapters. The adapter connects to the existing instrument's 4-20mA loop, reads the digital HART data that was previously inaccessible, and transmits it into the mesh. The wired control loop continues operating without interruption. This is often the most cost-effective entry point for plants with large installed bases of HART-capable instruments that have never had their diagnostic data interrogated.
Is WirelessHART suitable for Safety Instrumented Systems?
No. SIS applications require deterministic, continuous communication with defined response times. WirelessHART's TDMA architecture cannot provide the same determinism as a hardwired loop, and most functional safety standards including IEC 61511 do not recognise it as suitable for safety loop applications. For any SIL-rated measurement, wired HART remains the required approach. See our intrinsically safe power budget guide for the wider design constraints involved in IS instrumentation.
With over 18 years in embedded systems and microcontroller development, he works across firmware, industrial wireless protocols, and connected device design. He has implemented systems across oil and gas, petrochemical, and industrial automation facilities. Liam has a particular interest in the engineering decisions made early in a project that determine whether the field deployment goes smoothly or doesn’t.
- FieldComm Group. (2024). WirelessHART Technology. Retrieved from https://www.fieldcommgroup.org/technologies/wirelesshart
- Wikipedia. (2025). WirelessHART – Wireless sensor networking technology. Retrieved from https://en.wikipedia.org/wiki/WirelessHART
- ISA. (2020). Analysis of Wireless Industrial Automation Standards: ISA-100.11a and WirelessHART. Retrieved from https://blog.isa.org/analysis-wireless-industrial-automation-standards
- IEEE Xplore. (2010). Interconnecting WirelessHART and legacy HART networks. Retrieved from https://ieeexplore.ieee.org/document/5593285/
ByteSnap Resources:
Intrinsically Safe Energy Storage Calculator: Instantly model your design’s safety factors.
ATEX & Intrinsically Safe Design:
Case Studies:
- Award-Winning Zone 0 Case Study: How we achieved Ex ia certification for an 8-channel IoT sensor.
- Intrinsically Safe Win CE Device for Geotech
- WAND Remote Data Collector – IoT Product of the Year 2022
Low Power Design (relevant to IS budgets):
Standards & Regulatory Resources (External Links)
IEC Standards:
- IEC 60079-0: Explosive Atmospheres – General Requirements
- IEC 60079-11: Intrinsic Safety “i” Protection
- IEC 60079-14: Electrical Installations Design, Selection and Erection
- IEC 60079-25: Intrinsically Safe Electrical Systems
UK/EU Regulations:
- UK ATEX Equipment Directive (Statutory Instruments)
- EU ATEX Directive 2014/34/EU
- HSE Guidance on DSEAR (Dangerous Substances and Explosive Atmospheres Regulations)
IECEx Scheme:
Spark Ignition & Energy Calculations:
- Spark Ignition Assessments in Intrinsically Safe Circuits (LinkedIn) – Detailed worked examples
- 10 Mb/s SPE Powering in Intrinsically Safe Systems (IEEE) – Energy limit calculations
Gas Group Classifications:
Component Selection:
- Inductosense WAND Sensors ATEX Certification – Real-world Zone 0 sensor specifications
Industry Best Practices:
Notified Bodies & Testing Laboratories
UK:
- Sira Certification Service – Major UK notified body
- CSA Group – ATEX/IECEx certification
Europe:
- DEKRA Testing and Certification – Global certification services
- TÜV SÜD – German notified body
International:
- FM Approvals – North American certification
- UL Solutions – Global safety science company